Напильник — это инструмент , используемый для удаления небольшого количества материала с заготовки. Это распространено в деревообработке , металлообработке и других подобных профессиональных и хобби-задачах. Большинство из них представляют собой ручные инструменты , изготовленные из закаленной стали прямоугольного, квадратного, треугольного или круглого поперечного сечения с одной или несколькими поверхностями, прорезанными острыми, как правило, параллельными зубьями. На одном конце обычно имеется узкий заостренный выступ , к которому можно прикрепить ручку. [1]
Рашпиль — это форма напильника с отдельными, индивидуально нарезанными зубцами, используемая для грубого удаления больших объемов материала . [2]
Также были разработаны файлы с абразивными поверхностями, такими как зерна природного или синтетического алмаза или карбида кремния , что позволяет удалять материал, который может затупить или противостоять стальным файлам, таким как керамика .
Ранняя опиловка или рашивание имеет доисторические корни и естественным образом выросла из сочетания двух идей: резки камнережущими инструментами (такими как ручные топоры ) и шлифовки с использованием натуральных абразивов, таких как хорошо подходящие типы камня (например, песчаник ). . [3] Кроме того, притирка также довольно древняя: дерево и пляжный песок представляют собой естественную пару притира и притирочного состава. Авторы Дисстона утверждают: «Для шлифовки или напильника древний человек использовал песок, гравий, кораллы, кости, рыбью кожу и песчанистую древесину, а также камень различной твердости в сочетании с песком и водой». [3]
В бронзовом и железном веках были различные виды напильников и рашпилей. Археологи обнаружили в Египте рашпили из бронзы, датированные 1200–1000 годами до нашей эры. Археологи также обнаружили железные рашпили, которыми пользовались ассирийцы и датируются VII веком до нашей эры.
В средние века напильники уже были достаточно развиты благодаря обширным талантам кузнецов . [4] К 11 веку уже существовали закаленные файлы, которые даже сегодняшним глазам могли бы показаться вполне современными. [4] Но хотя они существовали и могли даже широко распространиться в географическом смысле через торговлю , в культурном смысле этого слова они не были широко распространены, т. е. у большинства людей, и даже у многих кузнецов , их не было. . Например, в XIII веке декоративные изделия из железа в Париже искусно выполнялись с помощью напильников, но этот процесс был секретом, известным только мастеру. [4] Авторы Дисстон утверждают: «Однако только в четырнадцатом веке те, кто занимался искусством обработки железа, начали регулярно использовать другие инструменты, помимо тепла и молотка». [4] Это утверждение может ввести в заблуждение в том смысле, что забивание камнями (песчаником) и притирка (деревом, песком и водой) никогда не были редким занятием среди людей, и особенно среди кузнецов. Но дело в том, что современные железные или стальные напильники с зубьями и закалкой, а также материальная культура сложной опиловки, которая привела, например, к слесарному и оружейному делу , - это то, что потребовало времени, чтобы стать обычным явлением. Но к позднему средневековью переход был обширным. Авторы Disston упоминают Нюрнберг , Шеффилд и Ремшайд (они используют написание Реймшайд ) как ведущие центры производства файлов, а также инструментов в целом. Деятельность в Ремшайде отражает дух металлообработки региона Рейн-Рур в целом (включая Эссен , Дюссельдорф и Кельн ), а не представляет собой изолированную деревню гениев. (Принимая во внимание упоминание авторами «Дисстона» гильдий кузнецов Флоренции 13-го века и Англии 15-го века в сочетании с их упоминанием Нюрнберга , Шеффилда и Ремшайда , региона, простирающегося от Флоренции через Нюрнберг, Рейн-Рур, Нидерланды. , и до Шеффилда, можно сравнить с современным экономическим обозначением « Голубого банана» .) Большинство напильников того периода ковались вручную в такой последовательности, в которой железо ковали ( нагревали и ковали), а затем зубья нарезали долото (некоторые из этих действий были столь жеосадку / обжимку по мере резки), а затем закалку детали ( нагревом и последующей закалкой ) с последующим отпуском . Среди рисунков Леонардо да Винчи есть эскиз станка для нарезания напильников (долото делало один удар, обжимая зуб, затем автоматически переходило в положение для следующего зуба и наносило новый удар).
До индустриализации механической обработки и разработки взаимозаменяемых деталей в 19 веке напильник имел гораздо большее значение в конструкции механизмов . Составные части грубо формировались методами ковки , литья и примитивной механической обработки. Затем эти компоненты были индивидуально вручную подогнаны для сборки путем тщательной и тщательной подшивки. Потенциальная точность такой подгонки намного выше, чем обычно предполагается, но компоненты таких сборок, устанавливаемых вручную, явно не являются взаимозаменяемыми с компонентами другой сборки. Замки , часы и огнестрельное оружие (кремневые ружья и ранее) производились таким способом за столетия до промышленной революции .
Механическая обработка в середине 19 века во многом зависела от опиливания, поскольку практика фрезерования постепенно выходила из зачаточного состояния. Еще в начале 20-го века производство часто включало опиливание деталей до точной формы и размера. В сегодняшней производственной среде фрезерование и шлифование обычно заменяют этот тип работы, а напильник (если он вообще применяется) обычно предназначен только для снятия заусенцев . Умелая опиловка по форме и размеру по-прежнему является частью изготовления штампов, форм, инструментов и т. д. , но даже в этих областях цель обычно состоит в том, чтобы по возможности избегать ручной работы.

Напильники бывают самых разных материалов, размеров, форм, разрезов и конфигураций зубьев. Поперечное сечение напильника может быть плоским, круглым, полукруглым, треугольным, квадратным, ножевидным или иметь более специализированную форму. [5] [6] Стальные напильники изготавливаются из высокоуглеродистой стали [7] [8] (содержание углерода от 1,0 до 1,25%) и могут быть закаленными насквозь [9] или цементированными . [10] [11]
Единого международного стандарта номенклатуры файлов не существует; однако существует множество общепринятых названий для определенных типов файлов. Напильник считается «тупым», если его стороны и ширина параллельны по всей длине. [2] Он считается «коническим», если его размеры уменьшаются от пятки к острию. Напильник может сужаться по ширине, толщине или по тому и другому. [2] « Хвостик » — это выступ на пятке, конический, параллельный или конический, предназначенный для захвата, вставки в рукоятку или установки в патрон. [2]
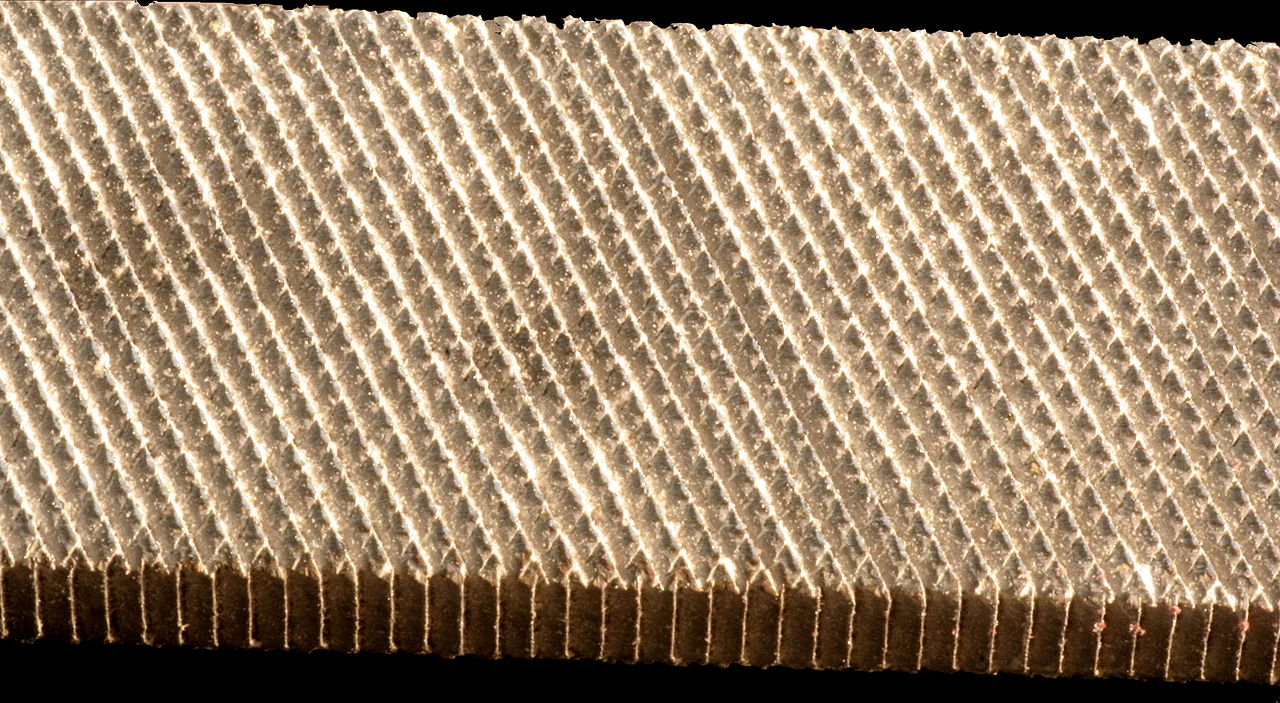
Разрез напильника указывает на то, насколько точны его зубья . Они определяются как (от самого грубого к самому гладкому): грубый, средний, полуторный, второй срез, гладкий и абсолютно гладкий. Напильник с одинарной насечкой имеет один набор параллельных зубьев, а напильник с поперечной или двойной насечкой имеет второй набор насечек, образующих режущие поверхности ромбовидной формы. [1] В напильниках швейцарского типа зубья срезаны под меньшим углом и классифицируются по номерам, при этом напильник номер 1 грубее, чем напильник номер 2 и т. д. У большинства напильников зубья имеются на всех гранях, но некоторые специальные плоские напильники иметь зубцы только на одной грани или на одном краю, чтобы пользователь мог подойти к другому краю, не повредив его отделку.
Некоторые из распространенных форм и их использование:

Вместо того, чтобы врезать зубья в рабочую поверхность напильника, в алмазных напильниках мелкие частицы промышленного алмаза внедрены в их поверхность (или в более мягкий материал, который прикреплен к основной поверхности напильника). Использование алмазов таким образом позволяет эффективно использовать напильник для чрезвычайно твердых материалов, таких как камень, стекло или очень твердые металлы, такие как закаленная сталь или карбид, против которых стандартный стальной напильник неэффективен. Алмазные напильники также являются единственным типом, который можно использовать возвратно-поступательными движениями, не повреждая напильник. Их также можно назвать алмазными притирами , поскольку «зубья» представляют собой не правильные выступы, как в напильнике, а частицы, обычно имеющие форму и расположенные случайным образом и удерживаемые на месте более мягким (любым другим) материалом.

На изображении слева показан набор надфилей различной формы в поперечном сечении.
Игольчатые надфили — это небольшие файлы, которые используются в тех случаях, когда качество поверхности имеет приоритет над скоростью съема металла, но они больше всего подходят для заготовок меньшего размера. Они часто продаются наборами, в том числе разной формы.

Напильники Riffler — это напильники малого и среднего размера с разнообразными формами и профилями поперечного сечения. Различные профили и формы позволяют использовать их в труднодоступных местах или в местах необычной формы. Они часто используются в качестве промежуточного этапа при изготовлении штампов, когда может потребоваться улучшить качество поверхности штампа, например, при литье пластмасс под давлением или литье под давлением .

Напильники производятся специально для использования на опиловочной машине , которая по внешнему виду похожа на лобзиковую пилу с напильником , совершающим вертикальное возвратно-поступательное движение, установленным в середине стола. Заготовка манипулируется вокруг поверхности напильника в зависимости от формы.
Конусная точка (как показано на верхнем и нижнем файлах слева) позволяет файлу центрироваться в месте крепления. Файлы с плоскими монтажными поверхностями необходимо закреплять установочными винтами .
Напильники редко встречаются в современных производственных условиях, но их можно найти в старых инструментальных цехах или цехах по изготовлению штампов в качестве вспомогательного средства при изготовлении специального инструмента.
Спусковые напильники, также известные как часовые напильники, представляют собой класс коротких, (очень) тонких напильников с полукруглой (средней грубостью) или внедренными алмазными поверхностями, похожих на надфили по форме и функциям, но меньшего размера. Типичные размеры составляют примерно 100–140 мм (4–5 1/2 дюйма ) в длину и 3–5 мм ( 1/8 – 3/16 дюйма ) в ширину . Напильники для спускового механизма лучше всего подходят для тонкой, деликатной работы с небольшими деталями или механизмами (например, спусковыми механизмами ). Напильники для спускового механизма обычно используются производителями часов , а также при изготовлении ювелирных изделий.
Во время терапии корневых каналов используются круглые файлы диаметром от 0,06 до 0,8 мм (от 0,0024 до 0,0315 дюйма), чтобы сгладить узкие каналы внутри зуба и тем самым облегчить дезинфекцию внутренней поверхности. Обычно файлы изготавливаются из нержавеющей стали или никель-титана (NiTi) и бывают разных стилей. Также широко используются механизированные напильники, известные как ротационные напильники. Эти файлы прикрепляются к головке конкретного вибрационного или вращающегося сверла. [12]
Напильники имеют обращенные вперед режущие зубья и наиболее эффективно режут, когда нажимают на заготовку. Для стабилизации режущего действия и получения различных результатов используются различные удары. [2] Согласно некоторым источникам, протягивание напильника назад по заготовке приведет к затуплению зубьев. Другие источники, включая эксперимент на YouTube, проведенный в 2021 году с использованием файлов грубого, среднего и мелкого размера, оспаривают это. [13] Напиливание — это операция, при которой напильник захватывают за каждый конец и с равномерным давлением поочередно тянут и толкают перпендикулярно заготовке. [2] Вариант включает в себя укладку напильника боком на работу и осторожное толкание или протягивание его поперек работы. Зубья пилки захватываются вбок, а не в направлении головы, и достигается чрезвычайно тонкое бритье. Существуют также различные штрихи, которые создают комбинацию прямого хода и хода напильником, и таким образом можно добиться очень тонкой работы. Используя комбинацию движений и все более тонкие напильники, опытный оператор может добиться идеально ровной и почти безупречной поверхности.
Под закреплением понимается забивание зубьев файла штифтами , которые представляют собой стружку материала. [ нужна цитация ] Эти штифты приводят к потере режущей способности напильника и могут поцарапать заготовку. Для очистки файла используется карточка-файл, представляющая собой щетку с металлической щетиной . (Название «карта» такое же, как и для « поднимающих карточек » (кистей с шипами), используемых при выделке шерсти.) [ нужна цитация ] Мел может помочь предотвратить закалывание. [14]