,_entry_bridle,_2_stands,_exit_bridle_and_coiler_(tension_reel).jpg/1280px-Sketch_showing_payoff_reel_(un-coiler),_entry_bridle,_2_stands,_exit_bridle_and_coiler_(tension_reel).jpg)
Прокатный стан-тандем — это прокатный стан, используемый для производства проволоки и листового металла. Он состоит из двух или более тесно связанных [ необходимо пояснение ] клетей и использует натяжение между клетями, а также сжимающую силу рабочих валков [ необходимы пояснения ] для уменьшения толщины стали. Впервые он был запатентован Ричардом Фордом в 1766 году в Англии.
Каждая клеть стана-тандема настраивается для прокатки с использованием кривой пружины клети стана [ необходимы пояснения ] и кривой сжатия металла, так что определяются как сила прокатки, так и толщина выхода каждой клети. На станах, прокатывающих более тонкую полосу, уздечки могут быть добавлены либо на входе, либо на выходе, чтобы увеличить натяжение полосы вблизи соседних клетей, что еще больше увеличивает возможность их обжатия.
Первое упоминание о прокатном стане-тандеме - английский патент Ричарда Форда 1766 года на горячую прокатку проволоки. [1] В 1798 году он получил еще один патент, на этот раз на горячую прокатку пластин и листов с использованием стана-тандема. Основным преимуществом стана-тандема было увеличение производительности: требовался только один проход, что позволяло экономить время; и между клетями было возможно большее напряжение, что увеличивало уменьшение клетей при той же силе крена. Одним из недостатков была высокая капитальная стоимость по сравнению с одноклетевым реверсивным станом. [ нужна цитата ]
Развитие технологии литья передаточных прутков, также называемой литьем тонких слябов [2], означало, что черновые станы для слябов больше не нужны. Отливка тонкой полосы [3] толщиной 2 мм миновала стан-тандем; и дальнейшее уменьшение толщины отливки для производства полосовой стали, такой же, как отожженная холоднокатаная полоса, будет обходиться без стана-тандема холодной прокатки и процесса отжига .
Потребность в прокатных станах-тандемах и прокатных станах вообще возникает [ когда? ] снижается за счет использования МНЛЗ . [ нужна цитата ]


Кривая пружины клети проката получается путем сжатия рабочих валков вместе с возрастающей силой. Это приводит к изгибу рабочих валков, сжатию резьбовых соединений и растяжению корпусов мельниц. Чтобы уменьшить изгиб рабочего валка, валок гораздо большего размера размещается над верхним рабочим валком, а другой - под нижним рабочим валком. Такая конструкция называется мельницей с 4 валами , как показано на рисунке 1.
Красная линия на графике 1 — это линейная аппроксимация F = F d – M ⋅ ( S – S d )
или наоборот, положение завинчивания
где M называется модулем мельницы и представляет собой наклон кривой пружины в области базовой точки ( Sd , Fd ) . Для большинства мельниц М составляет примерно 4 МН/мм. Большие значения потребуют гораздо более толстых корпусов мельниц и завинчиваний.
Базовая точка выполняется путем опускания винтов ниже поверхности до тех пор, пока измеренная сила не станет равной требуемой базовой силе F d , после чего положение завинчивания устанавливается так, чтобы оно равнялось положению базового винта S d . На дрессировочном стане № 2 компании BlueScope Steel исходная точка составляла 5 мм при усилии 7 МН.
Вуд и Ивачев проанализировали информацию, полученную при измерении модуля прокатки путем сжатия рабочих валков вместе до тех пор, пока не была достигнута типичная сила прокатки, а затем они продолжили измерение силы и положения завинчивания при подъеме валков. [4] Было обнаружено, что форма нанесенных фигур [ необходимо пояснение ] (наложенная, петлевая или восьмерка) дает хорошее представление о состоянии клети.
Базовая точка выбирается таким образом, чтобы положение завинчивания S никогда не было отрицательным. Это было необходимо для управляющих компьютеров 1960-х годов, таких как GE/PAC 4020, установленный на тогдашнем австралийском металлургическом заводе Iron & Steel (ныне BlueScope ) Port Kembla , который использовал язык ассемблера, который не любил отрицательные числа.
Кроме того, вместо попытки измерить точку, в которой сила становится нулевой, используется исходная точка. [ нужны разъяснения ]
Точное уравнение, используемое для расчета требуемой настройки завинчивания для требуемой силы: [5]
где: k — значение, которое лучше всего соответствует измеренным значениям, а S a — адаптер, который корректирует тепловое расширение корпуса мельницы и валков по мере их нагревания во время прокатки. Он устанавливается на ноль после замены рабочих валков, когда базовая точка выполняется с использованием новых валков при комнатной температуре.
Использование измеренных значений F и S во время прокатки одного куска металла позволяет рассчитать переходник S a для использования в начале следующего куска металла.

Тензодатчики используются для измерения силы, действующей на рабочие валки со стороны продукта.
Для получения истинной силы валков, действующей на рабочие валки, важно положение датчиков веса; они с наполнителями под нижними подшипниками опорных роликов или над верхними подшипниками опорных роликов. Обе позиции показаны на рисунке 2.
Еще одна вещь, которую следует учитывать (если они присутствуют), — это цилиндры баланса крена.
Цилиндры баланса валков отделяют рабочие валки (между ними нет силы), когда винты подняты; то есть сила балансировочных цилиндров F bal чуть больше веса комплекта верхних роликов ( Wt bu + Wt wr ) .
Указанные выше веса рулонов Wt bu и Wt wr являются лишь номинальными значениями; Фактические значения будут немного различаться в зависимости от того, сколько раз броски измельчались между кампаниями.
Поскольку веса валков являются лишь номинальными значениями, любая остаточная погрешность постепенно обнуляется, когда балансировка валков включена и винты достаточно подняты.

Полезная формула для кривой сжатия стали : [5]
где
k 0 перемещает кривую вертикально, т.е. задает начальный предел текучести ; k 3 изменяет наклон, т. е. скорость наклепа металла.
Начальный крутой участок на графике 2 представляет собой упругое сжатие. Его эффективная высота уменьшается из-за напряжения на входе и выходе, если оно присутствует, как в стане-тандеме. Обратите внимание, что кривая становится круче, когда толщина приближается к нулю, т.е. потребуется бесконечная сила, чтобы сделать сталь бесконечно тонкой.
Наклон пластической области вокруг рабочей точки обычно обозначается буквой Q.
Для работы прокатного стана зазор между рабочими валками устанавливается до поступления продукта в стан. Первоначально эта установка была эмпирической; то есть устанавливаются операторами в соответствии с их опытом в отношении первоначальных размеров этого продукта и требуемой конечной толщины.
На реверсивном стане профиль промежуточных толщин также был эмпирическим. Для достижения большей последовательности были предприняты попытки охарактеризовать процесс прокатки. В 1948 году Бланд и Форд [6] одними из первых опубликовали такую математическую модель .
По сути, такие математические модели представляют мельницу (кривую ее пружины) и поведение продукта при сжатии для расчета «настройки» мельницы.
Термин «настройка» используется для расчета настроек привода, необходимых каждой клети прокатного стана для прокатки продукта. Эти настройки включают начальное положение завинчивания, скорость главного привода, а также опорные значения натяжения на входе и выходе, где это применимо.
Этот расчет настройки обычно выполняется либо на компьютере нижнего уровня, либо на ПЛК , который управляет клетью(ами) прокатного стана.

Графическое представление модели стана можно получить, построив кривую пружины клети проката и кривую сжатия полосы на тех же осях расстояний; тогда точка пересечения дает решение для ожидаемой силы прокатки F и конечной толщины полосы h , а также требуемого начального положения завинчивания So. См. график 3.
В своей простейшей форме
Это уравнение известно как уравнение BISRA . Оно также известно как уравнение манометра, поскольку измерения S и F можно использовать для расчета толщины на выходе, измеренной прибором, называемым толщиномером .
Если рабочие валки первоначально прижаты друг к другу винтами, то до появления полосы между верхним и нижним рабочими валками будет действовать сила F o . В этой ситуации говорят, что мельница установлена «ниже забоя», как показано на графике 3. Это часто происходит с тонкой полосой.
Однако если перед поступлением металла в стан существует фактический зазор, то F o будет равно нулю, и (из уравнения 1) S o должно быть больше, чем S d + F d / M.
Расчет повторяется для следующих клетей, при этом выходная толщина h одной клети становится входной толщиной H следующей клети. Обратите внимание, что кривая сжатия имеет большую или меньшую упругую область в зависимости от напряжений растяжения на входе и выходе следующей клети.

Можно сказать, что сталь сжимается силой рабочих валков, что эквивалентно ковке ; однако, если присутствуют напряжения, можно сказать, что сталь растягивается за счет натяжения, протягивающего ее через вращающиеся рабочие валки, как при экструзии через матрицу. См. эскиз 3.

Натяжения снижают эффективную эластичность изделия на величину, равную индуцированной деформации растяжения. Этот эффект растяжения представлен на графиках 2 и 3 путем построения кривой сжатия стали с соответственно уменьшенной упругой областью.
Взаимосвязь силы прокатки с напряжением полосы на входе и выходе важна для определения плоскостности готовой полосы . [7] При слишком большом усилии на полосе образуется краевая волна (часто называемая «волной давления»). Слишком большое натяжение, то есть слишком малое усилие, может привести к прогибанию центра (в зависимости от вершины валков).
Напряжение растяжения составляет от 30% до 50% предела текучести для станов холодной прокатки и часто выше в становах горячей прокатки (что может привести к образованию сильной шейки и даже разрыву полосы).
На рисунке 4 обратите внимание, что сила смещена от центров рабочих валков, поскольку полоса на входе толще, чем на выходе; это один из компонентов крутящего момента, который должны обеспечивать главные приводы. Другая составляющая — это разница в силах натяжения. Если сила натяжения на выходе намного превышает силу натяжения на входе, то крутящий момент натяжения может быть больше, чем крутящий момент из-за силы качения, и главные приводы будут генерировать мощность.
Нейтральная точка, или точка нескользкости [8], — это точка в зоне контакта валков, где рабочие валки и полоса имеют одинаковую скорость.
На положение нейтральной точки влияет напряженность на входе и выходе.
Дрожь возникает, когда нейтральная точка находится на краю перекатки; то есть рабочие валки поочередно захватывают полосу и отпускают ее.
Скольжение вперед (1+ f ) представляет собой отношение скорости выходной полосы к окружной скорости рабочих валков. Обратное скольжение (1- b ) представляет собой отношение скорости входной полосы к окружной скорости рабочих валков.
Когда полоса проходит через рабочие валки, она полирует их и полосу. При этом изменяется коэффициент трения поверхности полосы о рулон. Таким образом, чтобы спрогнозировать силы и мощность, необходимые для привода рабочих валков, моделирование стана оценивает износ валков на основе длины прокатанной полосы.
Для уменьшения трения в зоне прилегания валков на входной стороне прикуса валков на станах холодной прокатки распыляют теплую водомасляную эмульсию.

Рабочие валки всех клетей стана-тандема обычно заменяются одновременно. Новые рабочие валки будут отшлифованы для восстановления желаемой выпуклости и шероховатости. Когда это будет сделано, износ валков при моделировании обнуляется.
Тепло, выделяющееся при зажатии валков стана холодной прокатки, нагревает как полосу, так и валки. Поскольку на валки стана холодной прокатки не применяется охлаждающая жидкость, а применяется только небольшое количество теплой масляно-водной эмульсии, рабочие валки стана холодной прокатки становятся более горячими, чем валки стана горячей прокатки, где на выходе из стана распыляется обильное количество холодной воды. ролл укусил.
Подшипники опорных роликов обычно представляют собой подшипники из белого металла , в которых используется масляная пленка между валом и белым металлом для уменьшения трения; как показано на рисунке 5.
По мере увеличения скорости в активную область подшипника попадает больше масла, что увеличивает толщину масляной пленки в этой области. Это толкает верхний рабочий валок вниз, а нижний — вверх, что уменьшает зазор между валками так же, как и при опускании винтов. Чтобы компенсировать это, большинство контуров управления с винтовым регулированием включают в себя параметр прямой связи, полученный из любого из них; уравнение скорости вращения или значение, полученное из справочной таблицы с помощью линейной интерполяции .
Обеспечить наличие масляной пленки даже на нулевой скорости; насосы часто используются для подачи масла через очень маленькие отверстия в активную область подшипника; это называется гидростатикой .


В Таблице 1 масштаб положения завинчивания ( лиловый след ) составлял 0,2 мм на деление; это было слишком грубо. Следовательно, Таблица 2 была создана на основе аналогичной катушки, но со шкалой положения винта 0,06 мм на деление; то есть от 5,8 мм до 6,4 мм.
Обратите внимание на записи диаграммы, что сила ( светло-зеленая кривая ) поддерживается постоянной благодаря автоматическому управлению, которое поднимает винты ( лиловая кривая ) по мере увеличения скорости ( красная кривая ). Это увеличение положения винта является мерой влияния скорости вращения подшипника из белого металла.

Для более точного измерения измеряется усилие каждой клети прокатного стана, когда она проходит свой диапазон скоростей без присутствия полосы.
Значения, измеренные на диаграмме 2, были нанесены в электронную таблицу Excel. Уравнение, которое использовалось для сопоставления измеренных точек, было 680×МОЩНОСТЬ((скорость/1200),0,225)-285 .
Обратите внимание, что использование гидростатики масла может поддерживать масляную пленку практически постоянной до примерно 20% от полной скорости; следовательно, в этом диапазоне низких скоростей не потребуется никакого завинчивания (это показано красной линией на графике измеренных точек).
Теперь вспомним уравнение манометра в его простейшей форме:
Это уравнение изменено, чтобы включить влияние скорости подшипника опорного валка S v, особенно при прокатке изделия, толщина которого аналогична эффекту скорости (~ 400 мкм на некоторых дрессировочных станах). Таким образом,

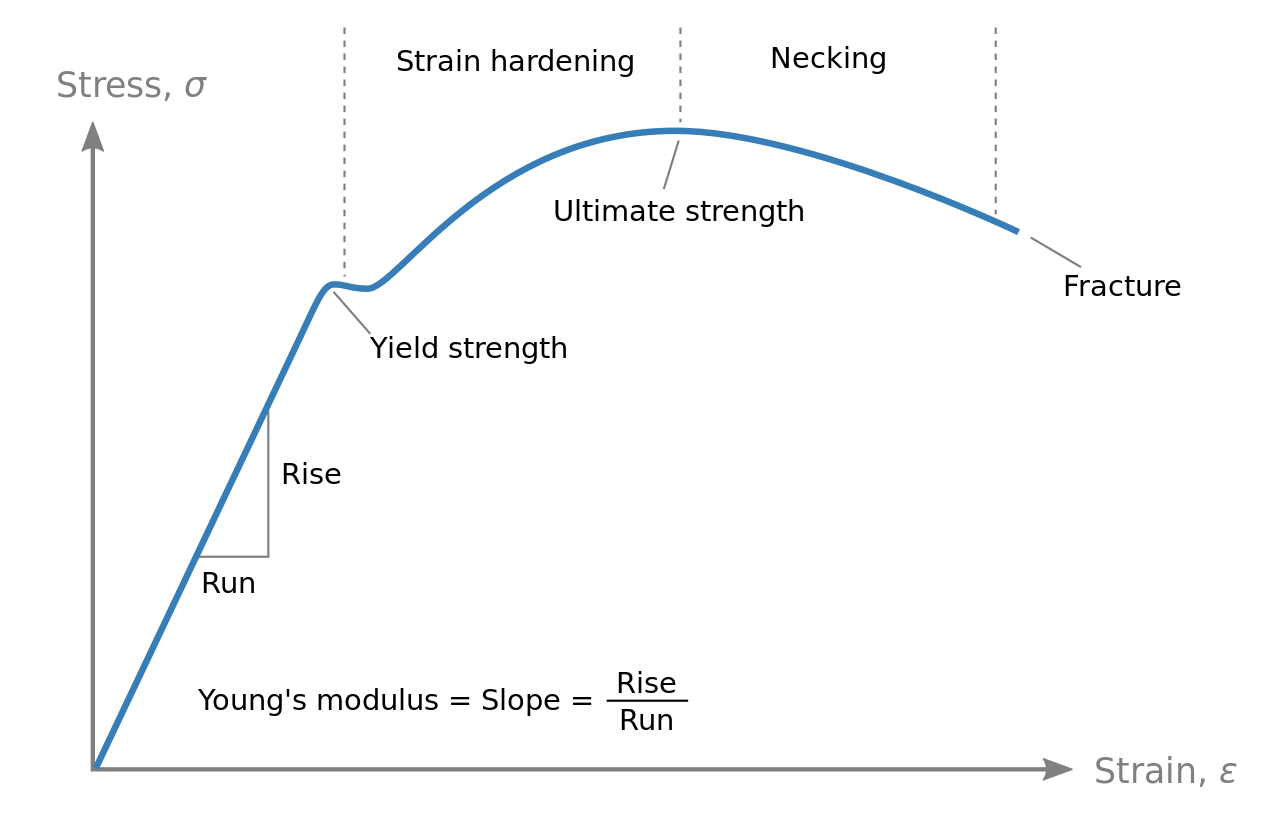
Неравномерность напряжения /деформации отожженной стали [9] делает невозможным изготовление круглых луженых стальных банок . Там, где сталь сгибается первым, происходит большая часть изгиба, а не равномерно.
Нарушение непрерывности показано в красном кружке на графике 4. Это причина небольшого уменьшения полосы (~ 1,3%), которое обычно называют удлинением или удлинением .
Поскольку это называется удлинением, а не сокращением, говорят, что эта полоса была обжата только один раз (на стане холодной прокатки перед отжигом); отсюда и термин «одиночное сокращение» (SR). [10]
После удлинения разрыва больше нет.
Альтернативно; после отжига стальную полосу можно уменьшить во второй раз (до 30%), чтобы сделать ее тоньше и упрочнить . [11] Когда это делается, говорят, что полоса уменьшилась вдвое; то есть вдвое уменьшенное (DR).
Во время прокатки стана-тандема «установочный» компьютер собирает следующую информацию:
Также имеется информация о расписании работы катушки:
Фактические силы прокатки сравниваются с силами, прогнозируемыми моделью стана с учетом полученной информации. Любые различия корректируют расчетные силы путем подстройки адаптеров усилий F a . Таким образом, уравнение 5 становится
Напомним, что уравнение 3 дает прочность на сжатие стали на пятиклетевом стане холодной прокатки компании BlueScope Steel.
Среднее значение адаптеров силы корректирует значение k 0 для фактического прокатываемого сорта. Кроме того, наклон силовых адаптеров корректировал скорость наклепа k 3 для той же марки стали. Значение k 3 для суперобвязки было примерно вдвое больше, чем для обычной жести. Это сделало переключение между сортами с катушки на катушку более плавным.
При нарезании резьбы на любом стане-тандеме холодной прокатки возникают некоторые трудности.

Одним из способов минимизировать эти проблемы является использование резьбы с «открытым зазором».
При нарезании резьбы с открытым зазором зазор между валками следующей клети, на которую будет нарезана резьба, превышает толщину полосы. После заправки верхний рабочий валок опускается на полосу, а затем полоса движется дальше. Нарезание резьбы с открытым зазором гарантирует, что головная часть не оставляет следов на рабочих валках при входе в зазор между валками. А остановка полосы при опускании винтов позволяет избежать скольжения, поскольку рабочий валок едва касается полосы.
Для нарезания резьбы с «закрытым зазором» на стане-тандеме важно, чтобы головной конец полосы оставался плоским, чтобы она легко входила в следующую клеть. Сразу же полоса входит в стойку, ни с одной из сторон от нее напряжения нет; это означает, что усилие будет больше, чем при прокатке, поэтому зазор между валками (привинчиваниями) первоначально необходимо немного увеличить по сравнению с тем, который требуется при прокатке, чтобы предотвратить чрезмерную краевую волну.
Настройка завинчивания с закрытым зазором рассчитывается с использованием модели фрезы для скорости резьбы и без натяжения.
Еще одна проблема, связанная с нарезанием резьбы с закрытым зазором, — это скорость нарезания резьбы на стойке. Он должен быть быстрее следующей стойки, чтобы полоса не скапливалась между стойками; но не настолько быстро, чтобы он слишком быстро тянул заученную полоску и ломал ее.
Во всех случаях головной конец полосы останется толще из-за отсутствия натяжения при заправке; следовательно, останется значительное количество негабаритной полосы на головном конце, которую позже придется утилизировать. [12]
Обратите внимание, что в моделировании gif скорость головной части остается постоянной при движении. Такая практика применялась на пятиклетевом стане холодной прокатки компании BlueScope Steel .
Управление прокатным станом-тандемом является многоуровневым.
Показаны два примера дрессировочного стана № 2 компании BlueScope Steel с выходной клетью, настроенной на форму полосы (плоскостность).


На самом нижнем уровне находится управление током/напряжением электроприводных двигателей постоянного тока .
На этом уровне уздечки и катушки находятся в режиме натяжения с разомкнутым контуром; это означает, что они работают под напряжением, которое зависит от скорости полосы, и током, регулируемым в соответствии с напряжением, необходимым в соседней полосе. На натяжную катушку подается двигательный ток, который тянет обученную полосу, а отводящая катушка генерирует ток, который тянет назад полосу. Чтобы поддерживать эти напряжения постоянными во время ускорения/замедления мельницы, к барабанам и уздечкам необходимо подавать дополнительный ток, чтобы создать дополнительный крутящий момент, необходимый для их ускорения/замедления, особенно когда на барабане находится большая часть катушки. Это называется «компенсацией инерции».
Над органами управления двигателем находится регулятор силы последней клети, который устанавливает плоскостность полосы. Валки медленно нагреваются при обработке рулона, что приведет к закрытию зазора между валками и увеличению силы прокатки; однако, чтобы предотвратить это увеличение, регулятор силы время от времени поднимает винты, если это необходимо.
Также на этом уровне находится контроль межклетевого натяжения. Он может действовать на любую из соседних трибун, но, как показано на схемах, он действовал на обе трибуны в показанных пропорциях.
Элементы управления толщиной/удлинением и профиль скорости расположены над всеми остальными контурами управления. Профиль скорости определяется при математическом моделировании в соответствии с желаемым снижением. Оно умножается на скорость главной рампы, заданную оператором с использованием его/ее входных данных, а именно: резьба (перейти к скорости резьбы); бежать (разогнаться до максимальной скорости); удержание (остановка ускорения/торможения); стоп (устойчивое замедление до нулевой скорости); и аварийная остановка (используется максимально возможное замедление).
У горячекатаных слябов и листов толщина изменяется в основном за счет изменения температуры по длине. Более холодные секции являются результатом использования опор в печи повторного нагрева.
При холодной прокатке практически все изменения толщины полосы являются результатом эксцентриситета и некруглости опорных валков примерно от третьей клети стана горячей прокатки до готового продукта.

Эксцентриситет опорных валков может достигать 100 мкм на стопу. Эксцентриситет можно измерить в автономном режиме, построив график изменения силы во времени, когда стан находится в режиме ползучести, отсутствует полоса и клеть стана находится под забоем.
Модифицированный анализ Фурье применялся на стане холодной прокатки с пятью клетями на предприятии Bluescope Steel, Порт-Кембла, с 1986 года до прекращения производства стана холодной прокатки в 2009 году. В каждом рулоне в файле сохранялось отклонение толщины на выходе, кратное 10 на каждый метр полосы. Этот файл анализировался отдельно для каждой частоты/длины волны от 5 до 60 м с шагом 0,1 м. Для повышения точности были приняты меры по использованию полного кратного каждой длины волны (100*). Рассчитанные амплитуды были построены в зависимости от длины волны, чтобы можно было сравнить пики с ожидаемыми длинами волн, создаваемыми опорными валками каждой клети.
Если клеть стана оснащена гидравлическими поршнями последовательно с механическими винтами с электроприводом или вместо них, то можно устранить эффект эксцентриситета опорных валков этой клети. [13] [14] Во время прокатки эксцентриситет каждого опорного ролика определяется путем измерения силы прокатки и присвоения ее соответствующей части поворотного положения каждого опорного ролика. Эти записи затем используются для управления гидравлическим поршнем, чтобы нейтрализовать эксцентриситеты.

В прокатном стане-тандеме зацепление винтовых механизмов обычно достаточно велико, чтобы рабочие валки могли перемещаться во время прокатки. При таком передаточном отношении червячная передача называется самотормозящейся ; то есть сила качения не может протолкнуть червячный привод и вращать электроприводной двигатель. Это означает, что к электродвигателю не прикреплен тормоз.
Если во время прокатки необходимо переместить затяжки, чтобы скорректировать либо усилие прокатки, либо толщину выходной полосы, то рассмотрим треугольник, обведенный на графике 5 и увеличенный на рисунке 6, образующийся при перемещении затяжек. вниз от фиолетовой линии к зеленой линии .
Полоса становится тоньше, а сила прокатки увеличивается.

Δ S = Δ h + a с Δ H = 0 , но наклон Q = Δ F /Δ h и наклон M = Δ F / a
Следовательно, Δ S = Δ F / Q + Δ F / M
Который дает
Этот термин используется для того, чтобы контроль силы прокатки с помощью шнеков был независим от прокатываемого металла.
Использование Δ F = Q ⋅ Δ h дает
Этот коэффициент используется для того, чтобы гарантировать, что контроль толщины выхода шнеков не зависит от прокатываемого металла.
Чувствительность процесса сильно зависит от продукта, поэтому для получения разумных значений она рассчитывается в автономном режиме на наладочном компьютере, а затем включается в системы управления в реальном времени. [15]

Прокатный стан не создает и не разрушает сталь во время обычной устойчивой прокатки. То есть из стана уходит та же масса стали, что и поступила на него.
И так; выражая объем входа как H .⋅ W n . ⋅ ℓ и выходной объем h ⋅. Ш х .⋅ Д
Плотность ρ не зависит от процесса прокатки и ее можно исключить. Ширина может измениться, но это происходит на незначительную величину (только часть толщины полосы), поэтому это изменение можно игнорировать при прокатке тонкой (<1 мм) полосы. Сила крена стремится расширить полосу, в то время как напряжения на входе и выходе (если они присутствуют) имеют тенденцию сужать полосу.

Итак, сокращение плотности ρ , ширины W и времени t дает
Это можно использовать на прокатном стане для расчета выходной толщины h , которую будет измерять рентгеновский датчик, когда соответствующая часть полосы наконец достигнет датчика.
Предполагая, что все нестандартные размеры головной части стана холодной прокатки были полностью удалены на предыдущей линии непрерывного отжига; запланированная толщина входа может быть заменена фактической толщиной входа H . [16] Тогда скорости входа и выхода уздечки можно использовать в качестве измерения скорости входа v и скорости выхода V соответственно.
Полученное расчетное отклонение толщины можно увидеть как голубую линию на записи диаграммы 3. Обратите внимание, что контроль толщины работал со скоростью резьбы (красная линия). На блок-схеме расчетная толщина (толщина) равна q62, а ошибка толщины равна q66. Обратите внимание на использование коэффициента чувствительности dS/dh в качестве q2. Есть еще два интересных фактора, связанных с этим контролем:

Первоначально управление выглядит как управление PD , где q18 содержит член P, равный q16, умноженному на коэффициент усиления q4, плюс член D, представляющий собой константу q10, умноженную на изменение q16. Однако, поскольку q20 фактически добавляется сам к себе, это суммирование преобразует член P в интеграл, а член D становится пропорциональным членом. Такое расположение имеет то преимущество, что коэффициенты усиления q4 и q10 можно изменять, пока контур управления активен, не вызывая скачка выходного сигнала q20; то есть это безударное управление . Общий максимальный/минимальный предел предназначен для предотвращения эквивалента интегрального сбоя .
Обычно перемещение винтов для корректировки толщины полосы может привести к нарушению натяжения между клетями; тогда его системе управления потребуется снизить скорость соответствующей стойки, чтобы восстановить натяжение. Итак, что требуется, так это компенсирующая накладка, применяемая к регулятору натяжения одновременно с тем, как накладка по толщине переходит к завинчиваниям. Это называется неинтерактивным управлением; [17] , то есть коррекция толщины больше не нарушает натяжение. На блок-схеме винтовая подстройка q20 преобразуется в компенсирующую IS-регулировку напряжения с использованием коэффициента чувствительности dT/dS (значение этого значения было измерено путем применения небольшого ступенчатого изменения эталонной толщины и поиска любого изменения IS-напряжения). ).
Для рулона, показанного на диаграмме 1 выше, негабарит головной части стана холодной прокатки не был полностью удален на линии CA; это можно рассматривать как разницу между рентгеновским отклонением ( зеленая кривая ) и расчетным отклонением толщины ( голубая кривая ).
Опорные ролики используются для увеличения или уменьшения натяжения полосы на технологической линии или прокатном стане.

Опорные ролики обычно поставляются в комплекте из двух, трех или четырех роликов одинакового диаметра, каждый из которых индивидуально приводится в действие электродвигателем/генератором. [18] Приводы входной уздечки генерируют мощность при отводе назад и увеличивают натяжение полосы после себя. Эта мощность частично обеспечивается выходной уздечкой, которая натягивает полосу перед ней и таким образом уменьшает натяжение полосы после нее.
Для облегчения заправки обычно имеются направляющие и даже прижимной ролик или ролики, как показано для двухролковой уздечки на рисунке 7.
Для определения типоразмеров электроприводов необходимо рассчитать значения промежуточного напряжения или напряжений. [19]
Максимальная разница натяжения Δ T на одном ролике уздечки определяется углом обхвата α (в радианах) полосы вокруг этого ролика и трением скольжения между рулонами μ , т.е. [18]
Мощность, необходимая для привода такой уздечки, равна ( Т 2 – Т 1 ) ⋅ ( R + h /2) ⋅ ω , т.е. ( Т 2 – Т 1 ) ⋅ v
Электрическая мощность, необходимая приводному двигателю = вольт ⋅ ампер. Напряжение можно регулировать в зависимости от скорости полосы, при этом ток будет пропорционален требуемому изменению натяжения.
Чтобы предотвратить проскальзывание, ролики уздечки в комплекте работают только с долей p от максимальной разницы натяжений, поэтому фактическая разница натяжений на каждом ролике уздечки будет составлять e p ⋅ μ ⋅ α . То есть в расчетах используется меньшее значение трения.
Рассмотрим простейший случай:
Комплект уздечек из двух роликов, оба ролика имеют одинаковый угол обхвата α . Тогда Т 2 = Т 1 ⋅ е п ⋅ µ ⋅ α и Т 3 = Т 2 ⋅ е п ⋅ µ ⋅ α .
Следовательно, T 2 / T 1 = T 3 / T 2 , что дает T 2 2 = T 1 ⋅ T 3.
И так
Теперь рассмотрим пример:
таким образом, натяжение первой уздечки составит (1,4142–1,0) Т 1 = 0,4142 Т 1.
а натяжение второй уздечки составит (2,0–1,4142) Т 1 = 0,5858 Т 1Итак, вторая уздечка требует чуть более чем на 40% больше мощности двигателя по сравнению с первой.
Если кто-то хочет уменьшить количество запасных частей; тогда желательно иметь моторы одинаковой мощности.
Для этого угол обхвата первой уздечки необходимо увеличить, чтобы разница натяжений на обеих уздечках была одинаковой;
Т 3 - Т 2 знак равно Т 2 - Т 1 . То есть,
Пусть угол обхвата уздечки 1 равен ( α +Δ) , где α — угол обхвата уздечки 2.
То есть T 2 / T 1 = e p ⋅ µ ⋅( α +Δ) = 1,5.
Логарифмирование обеих частей дает
Для переката уздечки 2: T 3 / T 2 = e p ⋅ µ ⋅ α = 2,0/1,5.
Опять же, логарифмирование дает
Из уравнений B4 и B5:
Теперь рассмотрим уздечку с четырьмя роликами и натяжением от Т 1 до Т 5 . Обычно в таком наборе уздечек все ролики имеют одинаковый угол наматывания ленты, как показано на рисунке 7.
Угол охвата от Т 1 до Т 3 такой же, как и от Т 3 до Т 5 .
Следовательно, используя уравнение B2
Сходным образом,
Итак, если мы допустим T 5 = 4,0 T 1 , то T 3 = 2,0 T 1 , что дает T 2 = 1,4142 T 1.
И наконец
Рассмотрим скрипичную струну:
где
Теперь рассмотрим полосу между клетями многоклетевого стана:
Чтобы установить натяжение Т в этом куске полосы, необходимо его растянуть на величину, равную T ⋅ V ⋅Δ t /( E ⋅ A ) за интервал времени Δ t ; то есть скорость T ⋅ V / E ⋅ A , где площадь поперечного сечения полосы A равна ее ширине W , умноженной на толщину h ,
Если разница в скорости между входом в следующую клеть и выходом из предыдущей клети отличается от этой, то полоса длиной L между двумя клетями растянется или ослабится на Δ e , интеграл от разницы скоростей, и это изменит фактическое натяжение. как показано на блок-схеме.
Общая передаточная функция от разницы скоростей к натяжению:
Поэтому контур управления делит ошибку натяжения на ширину полосы W и толщину полосы h , чтобы получить согласованную реакцию.
В записи диаграммы 4 два компонента, необходимые для изменения натяжения ( коричневая линия ), можно увидеть в регулировке скорости ( голубая линия ). Существует дополнительная разница скоростей, необходимая для растягивания полосы уже в межклетевом зазоре (большая обрезка); и небольшое увеличение разницы в скорости для поддержания нового уровня напряжения.
Форма полосы является одним из важных факторов качества готовой полосы, наряду с толщиной и механическими свойствами.
Плохая форма проявляется, когда полоска не лежит ровно, если ее положить на плоскую поверхность. Для проведения этого испытания отбирают образец ленты на расстоянии не менее 3 витков от конца готового рулона; это называется «выбег».

Ошибки формы возникают, когда полоса не раскатана равномерно по ширине. Проблема в том, что форму полосы невозможно увидеть во время ее прокатки, поскольку она находится под натяжением; отсюда и необходимость сделать выбег.
Основными дефектами формы являются:
Ошибка формы указывается в I-единицах. Если часть из 100 м полосы прокатать на 1 мм длиннее остальной, то это погрешность в одну I-единицу.
Есть несколько способов повлиять на форму:

Вначале желаемые значения этих параметров основывались на опыте многих автономных образцов форм. Однако Эдвардс и др. [21] и другие решили проблему математически.
В автономных предварительных нагревателях рабочих валков используется электрическая катушка для индукции токов в рабочем валке, пропущенном через катушку. Эти токи нагревают рабочий валок и создают тепловой изгиб перед помещением валка в стан. Это уменьшает проблемы, возникающие при прокатке первых нескольких рулонов после установки холодных рабочих валков на стан.
В стане 6, показанном на рисунке 10, валок между рабочим валком и соответствующим опорным валком называется промежуточным валком.
Эти промежуточные валки имеют возможность слегка перемещаться по горизонтали в клеть прокатного стана или из него. При этом изменяется форма полосы.Точный контроль формы полосы достигается за счет добавления многозонной головки, распыляющей воду (теплую или холодную) на рабочие валки на выходе последней клети стана-тандема.
Однако проблема все еще оставалась; чтобы небольшие ошибки в форме полосы не были видны во время прокатки из-за натяжения.Разработано множество формометров. По сути, это многосегментные измерители натяжения . Существует стрессометр ASEA , [22] тензорезистор Бронера [23] и формометр воздушных подшипников Дэви-Мки-Видимон. [24]
Эти ролики для измерения формы позволяли измерять форму полосы и немедленно регулировать соответствующую зону(ы) многозонной распылительной головки на стенде, прилегающем к валку для измерения формы; следовательно, достигается хороший контроль формы. [25]
Если катушка тонкой полосы намотана с низким натяжением, она может не иметь достаточной прочности, чтобы поддерживать себя, и может разрушиться, особенно при грубом обращении, [26] , см. рисунок 1(а). Решение состоит в том, чтобы предусмотреть подкладки для более надежной поддержки катушек.
Если большая катушка намотана с высоким натяжением, то растягивающее напряжение накапливается на внутренних витках и может привести к их перекручиванию, [27], как показано на рисунке 1(b). Первым решением было поместить стальную втулку на оправку натяжной катушки перед запуском катушки. Однако загрузка рукавов замедляла производство, а транспортировка рукавов обратно со следующих производственных линий увеличивала дополнительные затраты.
На рисунке 1(c) показана катушка с гильзой, сидящей на подушках.
Служба промышленной автоматизации разработала решение. [28] Первые обмотки наматываются с высоким натяжением для создания псевдомуфты, затем тело катушки наматывается с умеренным натяжением, поддерживаемым этой псевдомуфтой; как показано на рисунке 1(d).
В 1980-х годах стало возможным, чтобы цифровые дисплеи заменили проводные имитаторы у изголовья и панели управления/дисплея оператора.
Приведенные ниже описания основаны на модернизации пятиклетевого стана холодной прокатки компании BlueScope Steel в 1985 году.
Обычно имеется три уровня компьютеров, непосредственно связанных с прокатным станом-тандемом, как показано на рисунке 11.

На самом низком уровне находится программируемый логический контроллер , ПЛК или мини - компьютер .
ПЛК или миникомпьютер содержит контуры управления, которые управляют прокатным станом. Он получает входные данные для этих динамических элементов управления непосредственно с проводного пульта и получает целевые значения толщины выхода, натяжения и положений завинчивания от наладочного компьютера.
Органы управления на столе включают в себя запросы скорости (кнопки резьбы, запуска и остановки), любые движения завинчивания (каждый джойстик имеет подъем, опускание, наклон влево и наклон вправо), а также триммеры натяжения (переключатели увеличения / уменьшения). .
На уровне 2 находятся клавиатура и экран, имеющие интерфейс на основе меню для модели мельницы наладочного компьютера. Этот интерфейс оператора обычно описывается как человеко - машинный интерфейс , HMI . Через этот интерфейс оператор настраивает настройку для следующей катушки. При необходимости он/она может регулировать уменьшение отдельных клетей, межклетевое натяжение и максимальную скорость. Если последняя клеть имеет контроль силы, то силу прокатки также можно регулировать.
На этом уровне есть несколько ТВ-мониторов. На стане холодной прокатки BlueScope Steel в число таких мониторов входили:
Фактически эти дисплеи можно подключить либо к уровню 1, либо к уровню 2; например, после недавней (в 1997 году) модернизации 6-клетевого стана горячей прокатки компании BlueScope Steel, дисплеи оператора управляются ПЛК уровня 1.
Компьютер настройки получает первичные данные каждой катушки от компьютера планирования . Этот компьютер планирования обычно получает данные о продукте от предыдущей производственной единицы и передает результаты прокатки этого стана на следующую единицу.
Первичные данные, отправляемые компьютером планирования, включают номинальную толщину и ширину входа, заданную толщину и, в случае прокатки листа, целевую ширину.
Планировщик собирает рулоны или пластины для обработки в рамках каждой кампании, используя свой человеко - компьютерный интерфейс , терминал HCI .
Кампания начинается с запланированной смены ролей; то есть когда все рабочие валки стана-тандема заменяются вместе.
Для стана-тандема холодной прокатки кампания имеет гробообразный профиль ширины. Первые несколько витков составляют около 3/4 полной ширины. Постепенно рулоны становятся шире, пока не будет достигнута максимальная ширина продукта. Это позволяет образоваться тепловому развалу валков перед прокаткой продукта на всю ширину. С этого момента изделие становится уже, чтобы избежать чрезмерного износа рабочих валков по краям полосы.
.jpg/1280px-Reduction_(definition).jpg)
Эти определения применимы только к прокатке слябов, листов и полос на прокатном стане.
Уменьшение r определяется как изменение толщины на единицу относительно входной толщины H , поэтому r = ( H – h )/ H , где h – выходная толщина. [29] [30]
По мере уменьшения материала его длина становится пропорционально длиннее; это можно увидеть в прилагаемом GIF-фильме.
Есть много других определений слова «редукция»; например, в химии , медицине , хирургии , безопасности , инвестициях , а также в более общем смысле, например, в кулинарии , сокращении отходов и т. д.
Когда сокращение небольшое (<2%), его обычно называют удлинением или удлинением.
Удлинение e определяется как увеличение длины на единицу из-за уменьшения площади по отношению к входу, независимо от формы.
.jpg/1280px-Sketch_shows_Thicknesses_and_Lengths_associated_with_an_Elongation_(definition).jpg)
Учитывая длину входа ℓ , тогда e = ( L – ℓ )/ ℓ , где L — конечная длина.
Если ширина не изменяется (как в случае прокатки тонкой полосы <2 мм, см. рисунок 12), то концепция массового расхода дает H . ℓ знак равно час . л
Когда удлинение велико, его обычно измеряют как уменьшение r , которое определяется как изменение толщины на единицу относительно входной толщины H ; и поэтому, если h - толщина выхода, [29] [30]
Обратите внимание, что разница толщины ( H – h ) делится на выходную толщину h при удлинении и на входную толщину H при уменьшении; так они не идентичны.
Удлинение обычно составляет 1,3%, чтобы устранить разрыв (виден в пределе текучести на графике 6) в реакции растяжения и деформации тонкой стальной полосы [9] перед ее консервированием для изготовления банок, предназначенных для хранения консервированных пищевых продуктов.
Есть много других определений слова «удлинение»; например, в астрономии , физике плазмы , генетике и в более общем смысле, например, относительно удлинения эластичной ленты.
{{cite web}}: CS1 maint: multiple names: authors list (link)/ref> и формометр воздушных подшипников Davy-Mckee Vidimon.
