Литье под давлением (написание в США: injection molding ) — это производственный процесс для изготовления деталей путем впрыскивания расплавленного материала в форму или пресс-форму . Литье под давлением может выполняться с использованием множества материалов, в основном, включая металлы (для которых процесс называется литьем под давлением ), стекла , эластомеры , кондитерские изделия и чаще всего термопластичные и термореактивные полимеры. Материал для детали подается в нагретый цилиндр, смешивается (с помощью винтового шнека) и впрыскивается в полость формы , где он охлаждается и затвердевает в соответствии с конфигурацией полости. [1] : 240 После того, как продукт спроектирован, как правило, промышленным дизайнером или инженером , формы изготавливаются изготовителем форм (или инструментальщиком) из металла , обычно из стали или алюминия , и подвергаются точной обработке для формирования особенностей желаемой детали. Литье под давлением широко используется для изготовления различных деталей, от самых маленьких компонентов до целых панелей кузова автомобилей. Достижения в области технологий 3D-печати , использующие фотополимеры , которые не плавятся при литье под давлением некоторых низкотемпературных термопластов, могут быть использованы для некоторых простых литьевых форм.

Для литья под давлением используется специальная машина, состоящая из трех частей: узла впрыска, пресс-формы и зажима. Детали, подлежащие литью под давлением, должны быть очень тщательно спроектированы, чтобы облегчить процесс литья; материал, используемый для детали, желаемая форма и характеристики детали, материал пресс-формы и свойства формовочной машины — все это должно быть принято во внимание. Универсальность литья под давлением обеспечивается этой широтой конструктивных соображений и возможностей.
Литье под давлением используется для создания многих вещей, таких как катушки с проволокой , упаковка , крышки для бутылок , автомобильные детали и компоненты, игрушки, карманные расчески , некоторые музыкальные инструменты (и их части), цельные стулья и небольшие столы, контейнеры для хранения, механические детали (включая шестерни) и большинство других пластиковых изделий, доступных сегодня. Литье под давлением является наиболее распространенным современным методом производства пластиковых деталей; оно идеально подходит для производства больших объемов одного и того же объекта. [2]

В литьевом формовании используется плунжер или плунжер винтового типа для подачи расплавленного пластика или резины в полость формы; он затвердевает в форме, соответствующей контуру формы. Чаще всего он используется для обработки как термопластичных , так и термореактивных полимеров , причем объем, используемый для первых, значительно выше. [3] : 1–3 Термопластики распространены благодаря характеристикам, которые делают их очень подходящими для литья под давлением, таким как простота переработки, универсальность для широкого спектра применений, [3] : 8–9 и способность размягчаться и течь при нагревании. Термопластики также имеют элемент безопасности по сравнению с термореактивными пластиками; если термореактивный полимер не выталкивается из литьевого цилиндра своевременно, может произойти химическое сшивание , что приведет к заклиниванию шнека и обратных клапанов и потенциальному повреждению литьевой машины. [3] : 3
Литье под давлением заключается в впрыскивании сырья под высоким давлением в форму, которая придает полимеру желаемую форму. [3] : 14 Формы могут быть с одной или несколькими полостями. В многополостных формах каждая полость может быть идентичной и формировать одни и те же детали или может быть уникальной и формировать несколько различных геометрий в течение одного цикла. Формы обычно изготавливаются из инструментальных сталей , но для определенных применений подходят формы из нержавеющей стали и алюминия. Алюминиевые формы, как правило, плохо подходят для крупносерийного производства или деталей с узкими размерными допусками, поскольку они имеют худшие механические свойства и более подвержены износу, повреждениям и деформации во время циклов впрыска и зажима; однако алюминиевые формы экономически эффективны в мелкосерийном производстве, поскольку затраты и время на изготовление форм значительно сокращаются. [1] Многие стальные формы рассчитаны на обработку более миллиона деталей в течение своего срока службы и могут стоить сотни тысяч долларов на изготовление.
При формовании термопластиков обычно гранулированное сырье подается через бункер в нагретый цилиндр с возвратно-поступательным шнеком. При входе в цилиндр температура повышается, а силы Ван-дер-Ваальса , которые сопротивляются относительному течению отдельных цепей, ослабевают в результате увеличения пространства между молекулами при более высоких тепловых энергетических состояниях. Этот процесс снижает его вязкость , что позволяет полимеру течь с движущей силой инжекционного узла. Шнек подает сырье вперед, смешивает и гомогенизирует тепловые и вязкостные распределения полимера и сокращает необходимое время нагрева за счет механического сдвига материала и добавления значительного количества фрикционного нагрева к полимеру. Материал подается вперед через обратный клапан и собирается в передней части шнека в объеме, известном как дробь . Впрыск — это объем материала, который используется для заполнения полости формы, компенсации усадки и обеспечения подушки (примерно 10% от общего объема впрыска, который остается в стволе и не дает шнеку опуститься на дно) для передачи давления от шнека к полости формы. Когда собирается достаточно материала, материал под высоким давлением и скоростью нагнетается в полость, формирующую деталь. Точное количество усадки зависит от используемой смолы и может быть относительно предсказуемым. [4] Чтобы предотвратить скачки давления, в процессе обычно используется положение переноса, соответствующее заполнению полости на 95–98%, где шнек переключается с постоянной скорости на постоянный контроль давления. Часто время впрыска значительно меньше 1 секунды. Как только шнек достигает положения переноса, применяется давление уплотнения, которое завершает заполнение формы и компенсирует термическую усадку, которая довольно высока для термопластов по сравнению со многими другими материалами. Давление уплотнения применяется до тех пор, пока не затвердеет литник (вход в полость). Из-за своего небольшого размера литник обычно является первым местом, которое затвердевает по всей своей толщине. [3] : 16 После того, как литник затвердевает, в полость больше не может поступать материал; соответственно, шнек совершает возвратно-поступательное движение и получает материал для следующего цикла, в то время как материал внутри формы охлаждается, чтобы его можно было вытолкнуть и он был размерно стабильным. Эта продолжительность охлаждения значительно сокращается за счет использования охлаждающих линий, циркулирующих воду или масло от внешнего контроллера температуры. После достижения требуемой температуры форма открывается, и ряд штифтов, втулок, съемников и т. д. выдвигается вперед для извлечения изделия из формы. Затем форма закрывается, и процесс повторяется.
Для двухпозиционной формы два отдельных материала объединяются в одну деталь. Этот тип литья под давлением используется для придания мягкости ручкам, для придания изделию нескольких цветов или для производства детали с несколькими эксплуатационными характеристиками. [5]
Для термореактивных материалов обычно впрыскиваются два различных химических компонента в цилиндр. Эти компоненты немедленно начинают необратимые химические реакции, которые в конечном итоге сшивают материал в единую связанную сеть молекул. По мере того, как происходит химическая реакция, два жидких компонента навсегда трансформируются в вязкоупругое твердое вещество. [3] : 3 Затвердевание в цилиндре для впрыска и шнеке может быть проблематичным и иметь финансовые последствия; поэтому минимизация отверждения термореактивного материала в цилиндре имеет жизненно важное значение. Обычно это означает, что время пребывания и температура химических прекурсоров сводятся к минимуму в блоке впрыска. Время пребывания можно сократить, минимизировав объемную емкость цилиндра и максимизировав время цикла. Эти факторы привели к использованию термоизолированного холодного блока впрыска, который впрыскивает реагирующие химикаты в термоизолированную горячую форму, что увеличивает скорость химических реакций и приводит к сокращению времени, необходимого для получения затвердевшего термореактивного компонента. После затвердевания детали клапаны закрываются, чтобы изолировать систему впрыска и химические прекурсоры , а форма открывается для выброса отформованных деталей. Затем форма закрывается, и процесс повторяется.
Предварительно отформованные или обработанные компоненты могут быть вставлены в полость, пока форма открыта, позволяя материалу, впрыскиваемому в следующем цикле, формоваться и затвердевать вокруг них. Этот процесс известен как формование со вставкой и позволяет отдельным деталям содержать несколько материалов. Этот процесс часто используется для создания пластиковых деталей с выступающими металлическими винтами, чтобы их можно было многократно закреплять и откреплять. Эту технику также можно использовать для маркировки In-mould , а крышки из пленки также можно прикреплять к формованным пластиковым контейнерам.
Линия разъема , литник , следы литника и следы выталкивателя обычно присутствуют на готовой детали. [3] : 98 Ни одна из этих особенностей обычно не желательна, но неизбежна из-за характера процесса. Следы литника возникают на литнике, который соединяет каналы подачи расплава (литник и питатель) с полостью, формирующей деталь. Линия разъема и следы выталкивателя возникают из-за мелких несоосностей, износа, газовых отверстий, зазоров для соседних деталей в относительном движении и/или размерных различий плавящихся поверхностей, контактирующих с впрыскиваемым полимером. Размерные различия могут быть связаны с неравномерной деформацией под давлением во время впрыска, допусками на обработку и неравномерным тепловым расширением и сжатием компонентов пресс-формы, которые испытывают быструю цикличность во время фаз впрыска, упаковки, охлаждения и выталкивания процесса. Компоненты пресс-формы часто проектируются из материалов с различными коэффициентами теплового расширения. Эти факторы не могут быть учтены одновременно без астрономического увеличения стоимости проектирования, изготовления , обработки и контроля качества . Искусный конструктор пресс-форм и деталей размещает эти эстетические недостатки в скрытых областях, если это осуществимо.
В 1846 году британский изобретатель Чарльз Хэнкок, родственник Томаса Хэнкока , запатентовал машину для литья под давлением. [6]
Американский изобретатель Джон Уэсли Хайатт вместе со своим братом Исайей запатентовали одну из первых машин для литья под давлением в 1872 году. [7] Эта машина была относительно простой по сравнению с машинами, используемыми сегодня: она работала как большая игла для подкожных инъекций, используя плунжер для впрыскивания пластика через нагретый цилиндр в форму. Промышленность медленно прогрессировала на протяжении многих лет, производя такие продукты, как воротниковые стойки , пуговицы и гребни для волос (хотя, как правило, пластмассы, в их современном определении, являются более поздней разработкой около 1950-х годов ).
Немецкие химики Артур Эйхенгрюн и Теодор Беккер изобрели первые растворимые формы ацетата целлюлозы в 1903 году, который был гораздо менее огнеопасным, чем нитрат целлюлозы . [8] В конечном итоге он стал доступен в виде порошка, из которого его легко было формовать под давлением. Артур Эйхенгрюн разработал первый пресс для литья под давлением в 1919 году. В 1939 году Артур Эйхенгрюн запатентовал литье под давлением пластифицированного ацетата целлюлозы.
Промышленность быстро развивалась в 1940-х годах, поскольку Вторая мировая война создала огромный спрос на недорогие, массово производимые продукты. [9] В 1946 году американский изобретатель Джеймс Уотсон Хендри построил первую шнековую литьевую машину, которая позволила гораздо точнее контролировать скорость литья и качество производимых изделий. [10] Эта машина также позволяла смешивать материалы перед литьем, так что цветной или переработанный пластик можно было добавлять к первичному материалу и тщательно перемешивать перед литьем. В 1970-х годах Хендри продолжил разработку первого процесса литья под давлением с использованием газа , который позволил производить сложные, полые изделия, которые быстро охлаждались. Это значительно улучшило гибкость конструкции, а также прочность и отделку изготовленных деталей, одновременно сократив время производства, стоимость, вес и отходы. К 1979 году производство пластика обогнало производство стали, а к 1990 году алюминиевые формы широко использовались в литье под давлением. [11] Сегодня шнековые литьевые машины составляют подавляющее большинство всех литьевых машин.
За прошедшие годы отрасль литья пластмасс под давлением прошла путь от производства расчесок и пуговиц до производства широкого спектра продукции для многих отраслей промышленности, включая автомобилестроение, медицину, аэрокосмическую промышленность, производство потребительских товаров, игрушек, сантехники , упаковки и строительства. [12] : 1–2
Большинство полимеров, иногда называемых смолами, могут быть использованы, включая все термопласты, некоторые термореактивные пластики и некоторые эластомеры. [13] С 1995 года общее количество доступных материалов для литья под давлением увеличивалось со скоростью 750 в год; когда эта тенденция началась, было доступно около 18 000 материалов. [14] Доступные материалы включают сплавы или смеси ранее разработанных материалов, поэтому проектировщики продуктов могут выбрать материал с наилучшим набором свойств из огромного выбора. Основными критериями выбора материала являются прочность и функциональность, требуемые для конечной детали, а также стоимость, но также каждый материал имеет различные параметры для литья, которые необходимо учитывать. [12] : 6 Другие соображения при выборе материала для литья под давлением включают модуль упругости при изгибе или степень, в которой материал может быть согнут без повреждения, а также тепловое отклонение и водопоглощение. [15] Распространенные полимеры, такие как эпоксидная смола и фенольные смолы, являются примерами термореактивных пластиков, в то время как нейлон , полиэтилен и полистирол являются термопластичными. [1] : 242 До сравнительно недавнего времени пластиковые пружины были невозможны, но достижения в области свойств полимеров делают их теперь вполне практичными. Применения включают пряжки для крепления и отсоединения ремней наружного оборудования.

Машины для литья под давлением состоят из бункера для материала, инжекционного плунжера или плунжера винтового типа и нагревательного блока. [1] : 240 Также известные как плиты, они удерживают формы, в которых формуются компоненты. Прессы оцениваются по тоннажу, который выражает величину силы зажима, которую может оказать машина. Эта сила удерживает форму закрытой во время процесса впрыска. [16] Тоннаж может варьироваться от менее 5 тонн до более 9000 тонн, причем более высокие цифры используются в сравнительно немногих производственных операциях. Общее необходимое усилие зажима определяется проекцией площади формуемой детали. Эта проекция умножается на усилие зажима от 1,8 до 7,2 тонн на каждый квадратный сантиметр проекций. Как правило, для большинства продуктов можно использовать 4 или 5 тонн/дюйм2 . Если пластиковый материал очень жесткий, для заполнения формы требуется большее давление впрыска, и, следовательно, большее усилие зажима, чтобы удерживать форму закрытой. [12] : 43–44 Требуемая сила также может быть определена используемым материалом и размером детали. Более крупные детали требуют более высокой силы зажима. [13]
Пресс-форма или штамп — это общепринятые термины, используемые для описания инструмента, используемого для изготовления деталей из пластика методом литья.
Поскольку изготовление пресс-форм было дорогим, их обычно использовали только в массовом производстве, где изготавливались тысячи деталей. Типичные пресс-формы изготавливаются из закаленной стали , предварительно закаленной стали, алюминия и/или сплава бериллия и меди . [17] : 176 Выбор материала для пресс-формы основан не только на соображениях стоимости, но и во многом связан с жизненным циклом продукта . В целом, изготовление стальных пресс-форм обходится дороже, но их более длительный срок службы компенсирует более высокую первоначальную стоимость по сравнению с большим количеством деталей, изготовленных до износа. Предварительно закаленные стальные пресс-формы менее износостойки и используются для меньших объемов или более крупных компонентов; их типичная твердость стали составляет 38–45 по шкале Роквелла-C . Закаленные стальные пресс-формы подвергаются термической обработке после обработки; они намного превосходят их по износостойкости и сроку службы. Типичный диапазон твердости составляет от 50 до 60 по Роквеллу-C (HRC). Алюминиевые формы могут стоить существенно дешевле, а при проектировании и обработке на современном компьютеризированном оборудовании они могут быть экономичными для формовки десятков или даже сотен тысяч деталей. Бериллиевая медь используется в областях формы, требующих быстрого отвода тепла, или в областях, где выделяется наибольшее количество сдвигового тепла. [17] : 176 Формы могут быть изготовлены либо с помощью обработки на станках с ЧПУ, либо с использованием процессов электроэрозионной обработки .





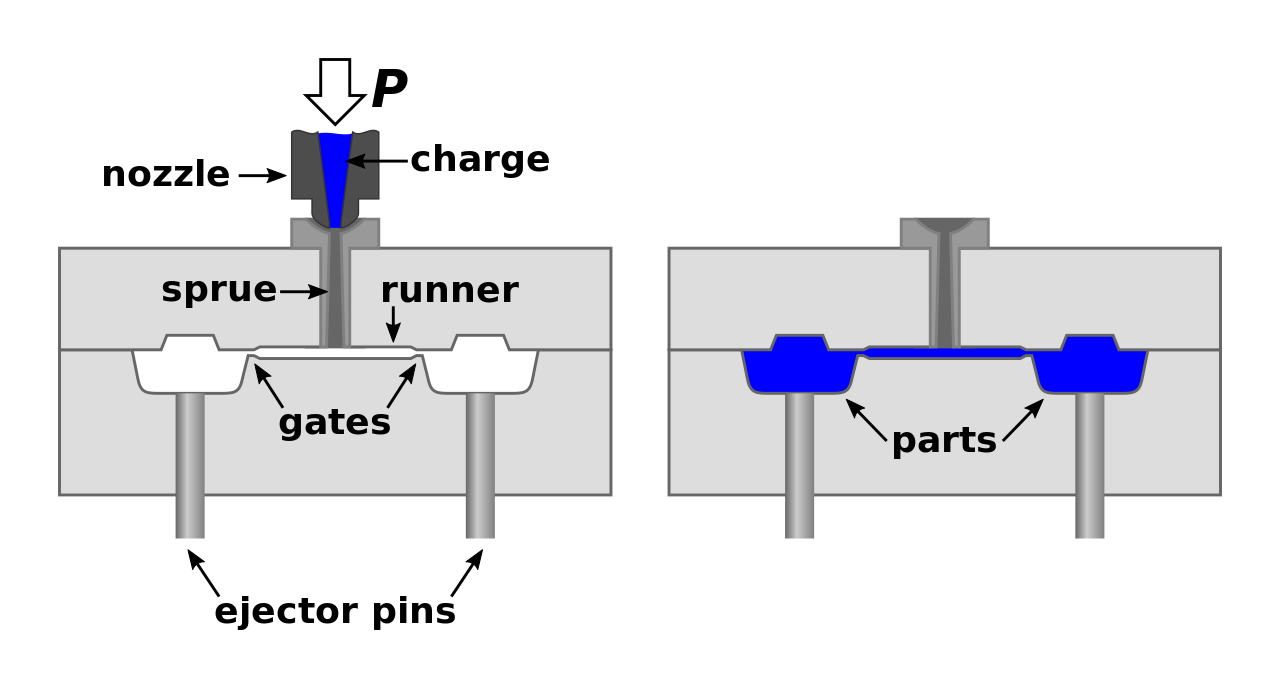
Форма состоит из двух основных компонентов: литьевой формы (пластина A) и эжекторной формы (пластина B). Эти компоненты также называются формовщиком и изготовителем форм . Пластиковая смола поступает в форму через литник или затвор в литьевой форме; литниковая втулка должна плотно прилегать к соплу инжекционного цилиндра литьевой машины и позволять расплавленному пластику вытекать из цилиндра в форму, также известную как полость. [12] : 141 Литниковая втулка направляет расплавленный пластик в изображения полости через каналы, которые обработаны на поверхностях пластин A и B. Эти каналы позволяют пластику течь по ним, поэтому их называют литниками. [12] : 142 Расплавленный пластик течет через литник и поступает в один или несколько специализированных литников и в полость [18] : 15 геометрию для формирования желаемой детали.

Количество смолы, необходимое для заполнения литника, питателя и полостей формы, составляет «выстрел». Захваченный в форме воздух может выходить через вентиляционные отверстия, которые врезаны в линию разъема формы, или вокруг выталкивающих штифтов и направляющих, которые немного меньше отверстий, удерживающих их. Если захваченный воздух не выходить, он сжимается давлением поступающего материала и выдавливается в углы полости, где он препятствует заполнению и может также вызывать другие дефекты. Воздух может даже стать настолько сжатым, что он воспламеняется и сжигает окружающий пластиковый материал. [12] : 147
Чтобы обеспечить возможность извлечения отформованной детали из формы, элементы формы не должны нависать друг над другом в направлении открытия формы, если только части формы не спроектированы так, чтобы перемещаться между такими выступами при открытии формы с помощью компонентов, называемых подъемниками.
Стороны детали, которые кажутся параллельными направлению вытяжки (ось положения стержня (отверстия) или вставки параллельна движению формы вверх и вниз при ее открытии и закрытии) [18] : 406 обычно слегка наклонены, что называется вытяжкой, чтобы облегчить извлечение детали из формы. Недостаточная вытяжка может привести к деформации или повреждению. Вытяжка, необходимая для извлечения формы, в первую очередь зависит от глубины полости; чем глубже полость, тем больше вытяжка необходима. Усадка также должна учитываться при определении требуемой вытяжки. [18] : 332 Если оболочка слишком тонкая, то формованная деталь имеет тенденцию усаживаться на стержни, которые образуются при охлаждении, и цепляться за эти стержни, или деталь может деформироваться, скручиваться, пузыриться или трескаться при извлечении полости. [12] : 47
Форма обычно проектируется таким образом, чтобы формованная деталь надежно оставалась на стороне выталкивателя (B) формы, когда она открывается, и вытягивала литник и литник из стороны (A) вместе с деталями. Затем деталь свободно падает при выталкивании со стороны (B). Туннельные затворы, также известные как подводные или формовочные затворы, расположены ниже линии разъема или поверхности формы. Отверстие проделывается в поверхности формы на линии разъема. Формованная деталь вырезается (формой) из литниковой системы при выталкивании из формы. [18] : 288 Выталкивающие штифты, также известные как выталкивающие штифты, представляют собой круглые штифты, помещенные в любую половину формы (обычно в половину выталкивателя), которые выталкивают готовое формованное изделие или литниковую систему из формы. [12] : 143 Выталкивание изделия с помощью штифтов, втулок, съемников и т. д. может привести к нежелательным отпечаткам или искажениям, поэтому необходимо соблюдать осторожность при проектировании формы.
Стандартный метод охлаждения заключается в пропускании охлаждающей жидкости (обычно воды) через ряд отверстий, просверленных в пластинах формы и соединенных шлангами для образования непрерывного пути. Охлаждающая жидкость поглощает тепло из формы (которая поглотила тепло из горячего пластика) и поддерживает форму при надлежащей температуре для затвердевания пластика с наиболее эффективной скоростью. [12] : 86
Для облегчения обслуживания и вентиляции полости и стержни делятся на части, называемые вставками , и подузлы, также называемые вставками , блоками или блоками цепей . Заменяя взаимозаменяемые вставки, одна форма может изготавливать несколько вариантов одной и той же детали.
Более сложные детали формируются с использованием более сложных форм. Они могут иметь секции, называемые слайдами, которые движутся в полость перпендикулярно направлению вытяжки, чтобы сформировать выступающие элементы детали. Когда форма открывается, слайды оттягиваются от пластиковой детали с помощью неподвижных «угловых штифтов» на неподвижной половине формы. Эти штифты входят в прорезь в слайдах и заставляют слайды двигаться назад, когда подвижная половина формы открывается. Затем деталь выталкивается, и форма закрывается. Закрывающее действие формы заставляет слайды двигаться вперед вдоль угловых штифтов. [12] : 268
Форма может производить несколько копий одних и тех же деталей за один «выстрел». Количество «оттисков» в форме этой детали часто неправильно называют кавитацией. Инструмент с одним оттиском часто называют однооттискной ( полостной) формой. [19] : 398 Форма с двумя или более полостями одних и тех же деталей обычно называется многооттискной (полостной) формой . (Не путать с «многооттискной формовкой » {которая рассматривается в следующем разделе.}) [19] : 262 Некоторые формы с чрезвычайно высоким объемом производства (например, для бутылочных крышек) могут иметь более 128 полостей.
В некоторых случаях многополостная оснастка формирует ряд различных деталей в одном инструменте. Некоторые изготовители инструментов называют эти формы семейными формами, поскольку все части связаны между собой, например, наборы пластиковых моделей. [20] : 114
Некоторые формы позволяют повторно вставлять ранее отформованные детали, чтобы позволить новому слою пластика сформироваться вокруг первой детали. Это часто называют многослойным формованием. Эта система может позволить производить цельные шины и диски.

Формы для высокоточных и чрезвычайно мелких деталей, изготавливаемые методом микролитья под давлением, требуют особой тщательности на этапе проектирования, поскольку смолы-материалы реагируют иначе, чем их полноразмерные аналоги, которым необходимо быстро заполнять эти невероятно маленькие пространства, что подвергает их интенсивным сдвиговым нагрузкам. [22]

Двух-, двух- или многопозиционные формы предназначены для «формования сверху» в течение одного цикла формования и должны обрабатываться на специализированных литьевых машинах с двумя или более узлами впрыска. Этот процесс на самом деле является процессом литья под давлением, выполняемым дважды , и поэтому может допускать только гораздо меньшую погрешность. На первом этапе материал базового цвета формуется в базовую форму, которая содержит пространства для второго впрыска. Затем второй материал, другого цвета, формуется под давлением в эти пространства. Кнопки и клавиши , например, изготовленные с помощью этого процесса, имеют маркировку, которая не стирается и остается разборчивой при интенсивном использовании. [12] : 174
Производители идут на многое, чтобы защитить индивидуальные формы из-за их высокой средней стоимости. Поддерживается идеальный уровень температуры и влажности, чтобы обеспечить максимально возможный срок службы каждой индивидуальной формы. Индивидуальные формы, например, используемые для литья резины под давлением, хранятся в контролируемых по температуре и влажности средах, чтобы предотвратить деформацию.
Часто используется инструментальная сталь. Мягкая сталь, алюминий, никель или эпоксидная смола подходят только для прототипов или очень коротких производственных серий. [1] Современный твердый алюминий (сплавы 7075 и 2024) при правильной конструкции пресс-формы может легко изготавливать пресс-формы, способные выдерживать 100 000 и более деталей при правильном обслуживании пресс-формы. [23]

Пресс-формы изготавливаются двумя основными методами: стандартной обработкой и электроэрозионной обработкой . Стандартная обработка в ее обычной форме исторически была методом изготовления литьевых форм. С развитием технологий обработка с ЧПУ стала преобладающим средством изготовления более сложных пресс-форм с более точными деталями пресс-форм за меньшее время, чем традиционные методы.
Электроэрозионная обработка (ЭЭО) или процесс искровой эрозии стали широко использоваться в изготовлении пресс-форм. Помимо возможности формирования форм, которые трудно поддаются механической обработке, этот процесс позволяет формовать предварительно закаленные пресс-формы так, чтобы не требовалась термическая обработка. Изменения в закаленной пресс-форме путем обычного сверления и фрезерования обычно требуют отжига для смягчения пресс-формы, а затем термической обработки для ее повторного закаливания. ЭЭО — это простой процесс, в котором фасонный электрод, обычно из меди или графита, очень медленно опускается на поверхность пресс-формы в течение многих часов, которая погружена в парафиновое масло (керосин). Напряжение, приложенное между инструментом и пресс-формой, вызывает искровую эрозию поверхности пресс-формы в обратной форме электрода. [24]
Количество полостей, включенных в форму, напрямую коррелирует со стоимостью формовки. Меньшее количество полостей требует гораздо меньше работы по оснастке, поэтому ограничение количества полостей снижает начальные производственные затраты на создание литьевой формы.
Поскольку количество полостей играет важную роль в стоимости формовки, то же самое касается и сложности конструкции детали. Сложность может быть включена во многие факторы, такие как отделка поверхности, требования к допускам, внутренняя или внешняя резьба, мелкая детализация или количество поднутрений, которые могут быть включены. [25]
Дополнительные детали, такие как поднутрения или любые особенности, требующие дополнительной оснастки, увеличивают стоимость пресс-формы. Поверхностная обработка сердечника и полости пресс-формы дополнительно влияет на стоимость.
Процесс литья резины под давлением обеспечивает высокий выход прочных изделий, что делает его наиболее эффективным и экономичным методом формования. Последовательные процессы вулканизации, включающие точный контроль температуры, значительно сокращают все отходы.

Обычно пластиковые материалы формируются в форме гранул или пеллет и отправляются от производителей сырья в бумажных пакетах. При литье под давлением предварительно высушенный гранулированный пластик подается принудительной толкателем из бункера в нагретый цилиндр. Поскольку гранулы медленно продвигаются вперед винтовым плунжером, пластик продавливается в нагретую камеру, где он расплавляется. По мере продвижения плунжера расплавленный пластик продавливается через сопло, которое упирается в форму, позволяя ему войти в полость формы через систему литников и литников. Форма остается холодной, поэтому пластик затвердевает почти сразу после заполнения формы. [1]
Последовательность событий во время литья под давлением пластиковой детали называется циклом литья под давлением. Цикл начинается, когда форма закрывается, за которым следует впрыск полимера в полость формы. После заполнения полости поддерживается удерживающее давление для компенсации усадки материала. На следующем этапе шнек поворачивается, подавая следующую порцию на передний шнек. Это заставляет шнек втягиваться, когда готовится следующая порция. Как только деталь достаточно остынет, форма открывается, и деталь выталкивается. [26] : 13
Традиционно, инжекционная часть процесса формования выполнялась при одном постоянном давлении для заполнения и уплотнения полости. Однако этот метод допускал большое изменение размеров от цикла к циклу. Сейчас чаще используется научное или разъединенное формование, метод, впервые разработанный RJG Inc. [27] [28] [29] При этом впрыскивание пластика «разъединяется» на этапы, чтобы обеспечить лучший контроль размеров детали и большую последовательность от цикла к циклу (обычно называемую в отрасли «выстрел в выстрел»). Сначала полость заполняется примерно на 98% с использованием управления скоростью (скоростью). Хотя давление должно быть достаточным для обеспечения желаемой скорости, ограничения давления на этом этапе нежелательны. Как только полость заполнена на 98%, машина переключается с управления скоростью на управление давлением , где полость «заполняется» при постоянном давлении, где требуется достаточная скорость для достижения желаемого давления. Это позволяет рабочим контролировать размеры детали с точностью до тысячных долей дюйма или лучше. [30]
Хотя большинство процессов литья под давлением охвачены приведенным выше описанием традиционного процесса, существует несколько важных разновидностей литья, включая, помимо прочего:
Более полный список процессов литья под давлением можно найти здесь: [1]
Как и все промышленные процессы, литье под давлением может производить дефектные детали, даже в игрушках. В области литья под давлением устранение неполадок часто выполняется путем проверки дефектных деталей на наличие конкретных дефектов и устранения этих дефектов с помощью конструкции пресс-формы или характеристик самого процесса. Испытания часто проводятся перед полномасштабным производством в попытке предсказать дефекты и определить соответствующие спецификации для использования в процессе литья под давлением. [3] : 180
При заполнении новой или незнакомой формы в первый раз, когда размер впрыска для этой формы неизвестен, техник/наладчик инструментов может выполнить пробный запуск перед полномасштабным производственным циклом. Они начинают с небольшого веса впрыска и постепенно заполняют форму, пока форма не будет заполнена на 95–99%. Как только они этого достигают, они применяют небольшое давление выдержки и увеличивают время выдержки, пока не произойдет застывание литника (время затвердевания). Время застывания литника можно определить, увеличив время выдержки, а затем взвесив деталь. Когда вес детали не меняется, литник застыл, и в деталь больше не впрыскивается материал. Время затвердевания литника важно, так как оно определяет время цикла, а также качество и однородность продукта, что само по себе является важным вопросом в экономике производственного процесса. [31] Давление выдержки увеличивается до тех пор, пока детали не будут свободны от раковин и не будет достигнут вес детали.
Литье под давлением — сложная технология с возможными производственными проблемами. Они могут быть вызваны либо дефектами в пресс-формах, либо, что чаще, самим процессом литья. [3] : 47–85
Такие методы, как промышленная компьютерная томография, могут помочь обнаружить эти дефекты как снаружи, так и внутри.
Допуск зависит от размеров детали. Пример стандартного допуска для размера 1 дюйм детали LDPE с толщиной стенки 0,125 дюйма составляет +/- 0,008 дюйма (0,2 мм). [18] : 446
Мощность, необходимая для этого процесса литья под давлением, зависит от многих факторов и варьируется в зависимости от используемых материалов. В Справочнике по производственным процессам указано, что требования к мощности зависят от «удельного веса материала, температуры плавления, теплопроводности, размера детали и скорости формования». Ниже приведена таблица со страницы 243 того же справочника, который упоминался ранее, которая наилучшим образом иллюстрирует характеристики, относящиеся к мощности, необходимой для наиболее часто используемых материалов.
Автоматизация означает, что меньший размер деталей позволяет мобильной системе инспекции быстрее проверять несколько деталей. Помимо установки систем инспекции на автоматических устройствах, многоосевые роботы могут извлекать детали из формы и размещать их для дальнейших процессов. [32]
Конкретные случаи включают извлечение деталей из формы сразу после их создания, а также применение систем машинного зрения. Робот захватывает деталь после того, как выдвигаются выталкивающие штифты, чтобы освободить деталь из формы. Затем он перемещает их либо в место удержания, либо непосредственно в систему контроля. Выбор зависит от типа продукта, а также от общей компоновки производственного оборудования. Системы контроля зрения, установленные на роботах, значительно улучшили контроль качества для вставных формованных деталей. Мобильный робот может точнее определить точность размещения металлического компонента и проводить контроль быстрее, чем человек. [32]




Информация о странице